Surface Effect of Manufacturing Process
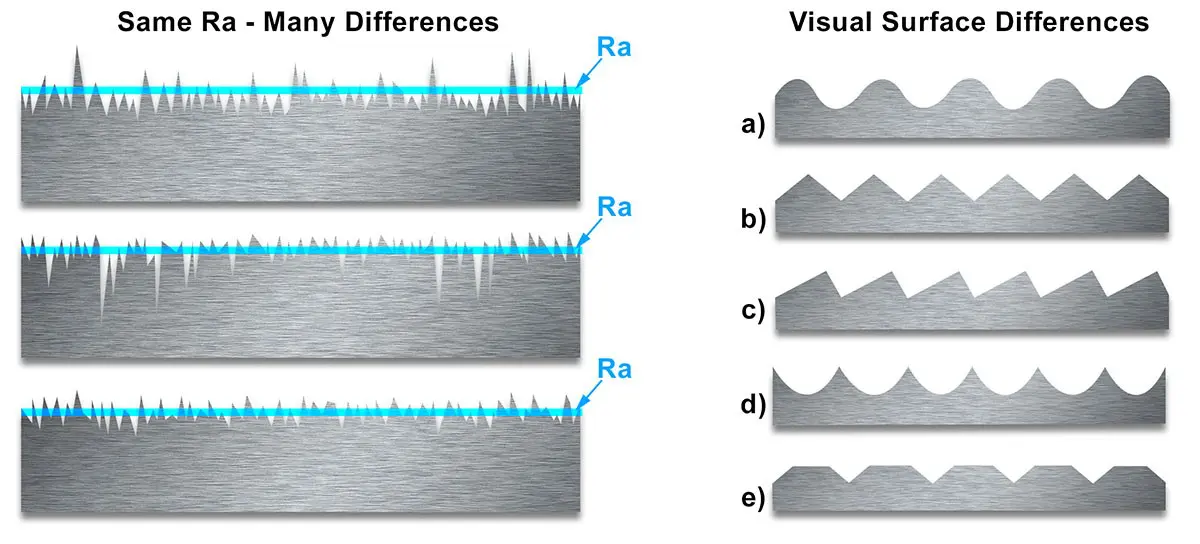
If you look at machined parts, you will notice that their surfaces embody a complex shape made of a series of peaks and troughs of varying heights, depths, and spacing. The surface finish of the die determines the surface finish of the part. (Learn about isotropic superfinishing.) Processes such as casting molding machining, grinding, metal forming, boring, drilling, milling, turning and lapping all have an impact. In machining, the interaction of the cutting edges and the micro structure of the material being cut both contribute to the final surface finish. The surface roughness chart demonstrates the visual differences with the same Ra. The roughness of a surface has most commonly been measured by an instrument in which a stylus travels across the surface. The movement of the stylus is amplified and the signal recorded. The result is generally express as “Ra” or average roughness and is the arithmetic average value of the deviation of the race above and below the center line. The value of Ra is normally measured in micrometers. ISO standards use the term CLA (Centre Line Average). Both are interpreted identically. Ra (Arithmetical average roughness) Although Ra is a useful average, it does not differentiate between peaks and valleys. Very different profiles can have the same Ra value. In technical specification, the upper limit or maximum value of the parameter is often found during inspection. For requirements specified by the upper limit of a parameter, the surface is considered acceptable if not more than 16% of all measured values of the selected parameter. The more complicated the shape of the surface, the more critical the function of the surface, the more sophisticated we need to be in measuring parameters beyond Ra. Surface Roughness Roughness includes the finest (shortest wavelength) irregularities of a surface. Roughness (referred to as tool marks) generally results from a production process or material condition. Roughness is measured in a transversal direction to the main grooves. – The mean arithmetical value “Ra” in μm is assumed for roughness measurements. To learn more about Surface Roughness Symbols, click here.